Garston
This page has a long series of pictures from an animal feedmill in Garston, Merseyside. From the outside, nothing to comment on

This shows the head of a typical bucket elevator, complete with curved scorch mark caused by the top drum rubbing against the casing. In the foreground is a screw conveyor, with a patch welded on, where the screw was rubbing the casing. Friction equals heat equals fires.

A different bucket elevator, also with a patch, probably caused by stones in the grain wearing the metal away. Why did they leave the drive exposed?

Here is the electric welding set found on site, is that 3 or 4 taped repairs to the damaged lead?

There again, they might have used this gas welding set. These sets have plenty of hazards of their own, and lots of detailed standards for the equipment items. Good training is essential in a place like these, before you do any welding. But hot work should be avoided wherever possible.

This appears to be an explosion vent that has seen better days. But if you have a mesh on the inside, it will seriously obstruct the escape of hot gases, and if you leave the panel torn, dust will escape.

These seem to be the hammer mills grinding cereals into power for compounding into animal feed. They should have a fully enclosed feed system, to prevent dust escaping. Note that size reduction equipment of all types is a major source of fires in dust handling plants , as you are pouring energy into the product, which is bound to get hotter. Any upset to the flow through a grinder is a potential cause of fire. Fractured metal parts or tramp stones from upstream are a potential source of sparks.

This leg has a different sort of damage, not clear how it was caused, but it needs fixing.

This leg shows two types of repair, signs of welding, always a hazard on dust handling plant, and pop rivets, which are incredibly weak

Just enough space to fall down the gap betwen the floor and the elevator, but you could grab the thin rope, note the dust piled on the beams.

Lets have a look at the electrics. These are UK domestic style plugs and sockets, certainly not designed for use in a dusty area, and the cable is likely to wear away the insulation left like that. Ouch!

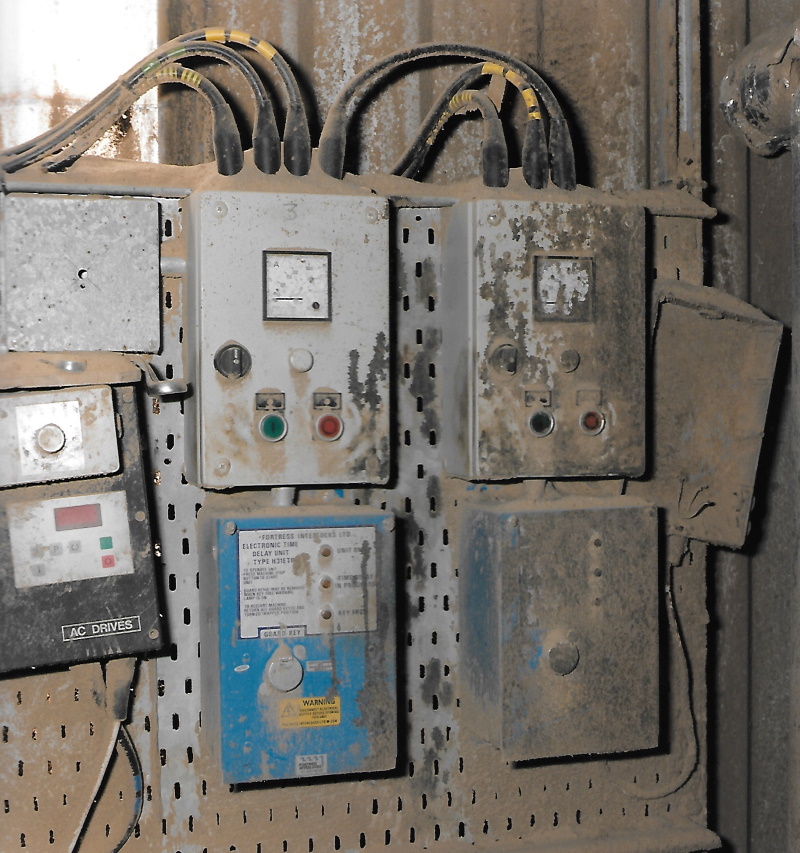
Here we have the power distribution boards, with the dust on top heaped up at the angle of repose. Is the bare cable on the right live? How could you tell?
This is a wider view of the same location. Yes that is the yellow oxidiser label on one of the kegs, covered with combustible dust, and don’t ask what the layer thickness is on the floor.

Here we have a motor with its base plate covered in congealed dust, and clear signs of burnt dust on the cooling fins of the motor. These fins should be a priority for cleaning.

Does the pile of dust on this box contribute to the soft start in some way?

Words fail me when dust gets this deep. This was probably the pump and isolation valve for the fire water system.

This seems to be a drier unit of some type. Driers are a principal source of fire in all types of dust handling plant, usually caused by excessive residence time, i.e. dust stuck in the system, or running at excessive temperatures.

Unguarded belt drives are of course absolutely unacceptable. Standards bodies I worked with spent many hours trying to define how you can ensure this type of drive does not become an ignition source, either from electrostatic charging, or if one of the belts starts to slip, or snaps. The answer came first in standard EN 13463-5, later converted with amendments to ISO 80079-37

It may be a pain to do, but old electrics should be stripped out if they are no longer used. But perhaps the fire pump was still needed

Another unguarded drive, and another welded patch. You need to remove all traces of dust and combustible solds before hotwork, and that means detailed visual inspection, or taking the component off site.
